|
|
一、品质政策与目标:老板到底要我们干啥?
先说品质政策。很多兄弟觉得这是挂在墙上的口号,其实不然。品质政策就是老板给质量部的"尚方宝剑",告诉你质量工作在公司里到底有多大分量。咱们得把它翻译成具体行动:
- 客户至上?那就是说客户投诉必须24小时内有响应,48小时给出临时对策
- 持续改进?那就是说今年直通率98%,明年就得奔99%去
- 全员参与?那就是说生产员工发现问题有奖励,瞒报问题有处罚
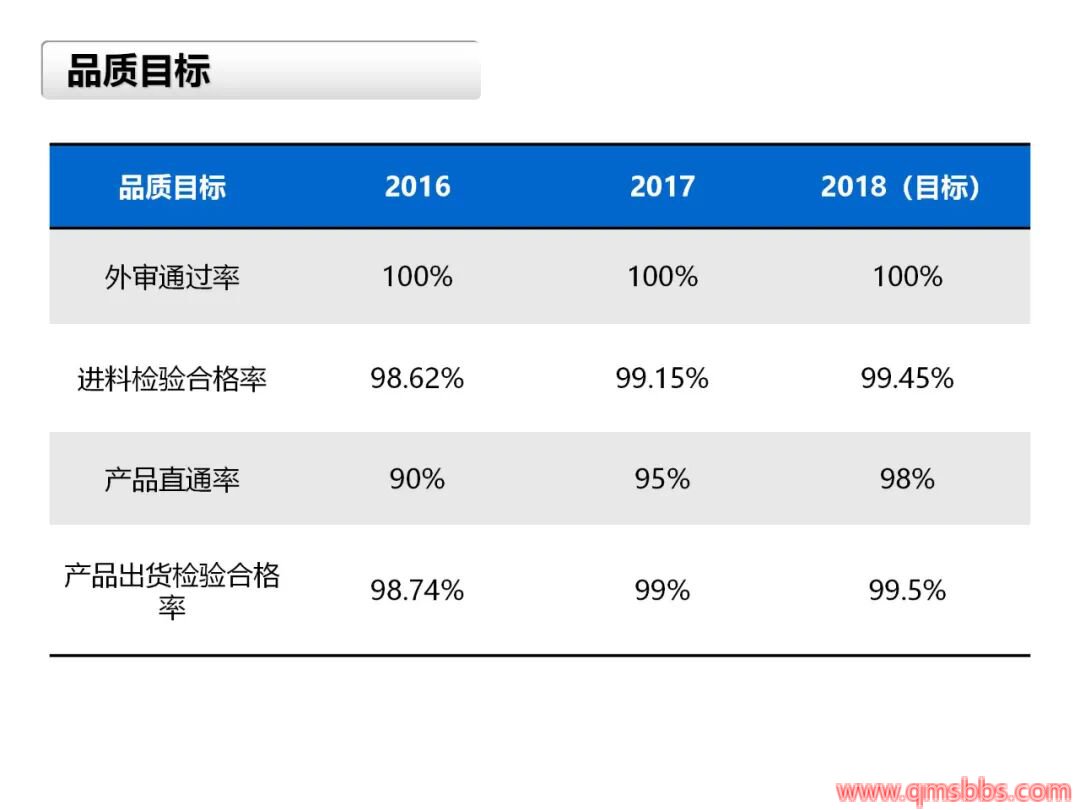
再看这张目标表:
[tr][td]进料检验合格率[/td][td]99.45%| 目标项目 | 具体指标 | 数据解读 |
| 比去年提升0.3%,意味着每个月最多只能有5批物料特采,超过就要找采购和供应商麻烦[/td][td]
[/td][/tr]
[tr][td]产品直通率[/td][td]98% | 这是硬骨头!意味着生产线100台产品,最多2台要进维修站,咱们得把前工序的隐患全部卡死[/td][td]
[/td][/tr] |
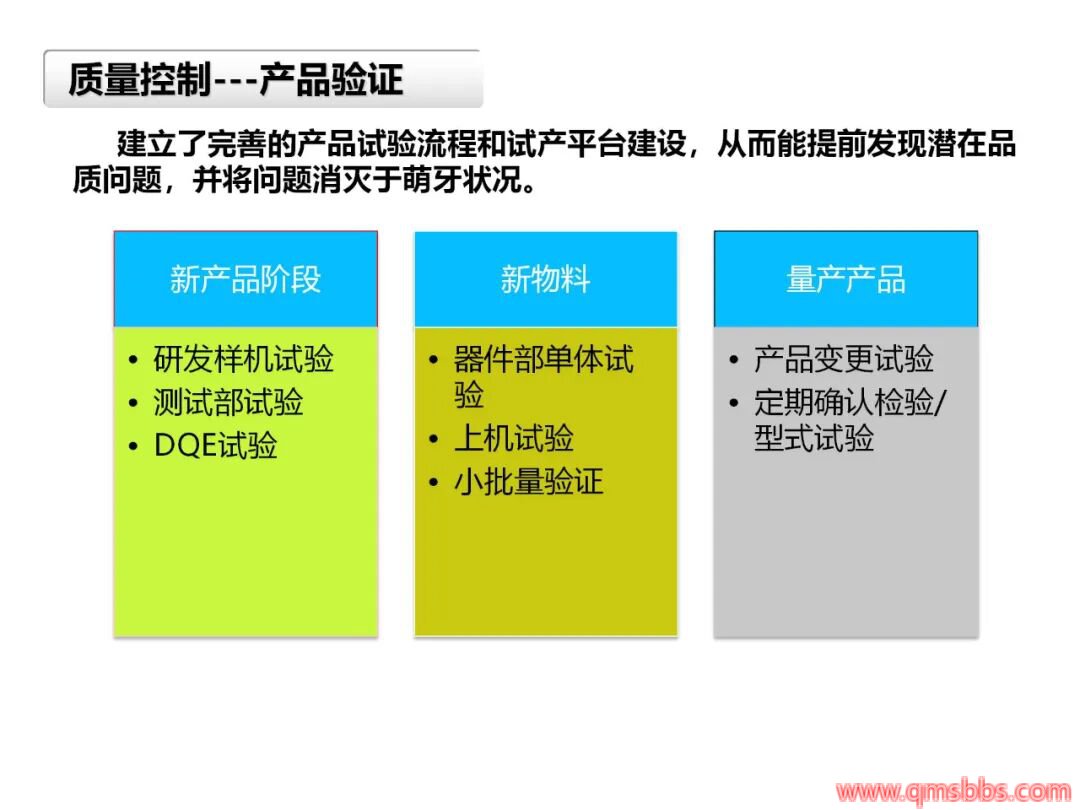
二、质量保证体系:防火胜于救火
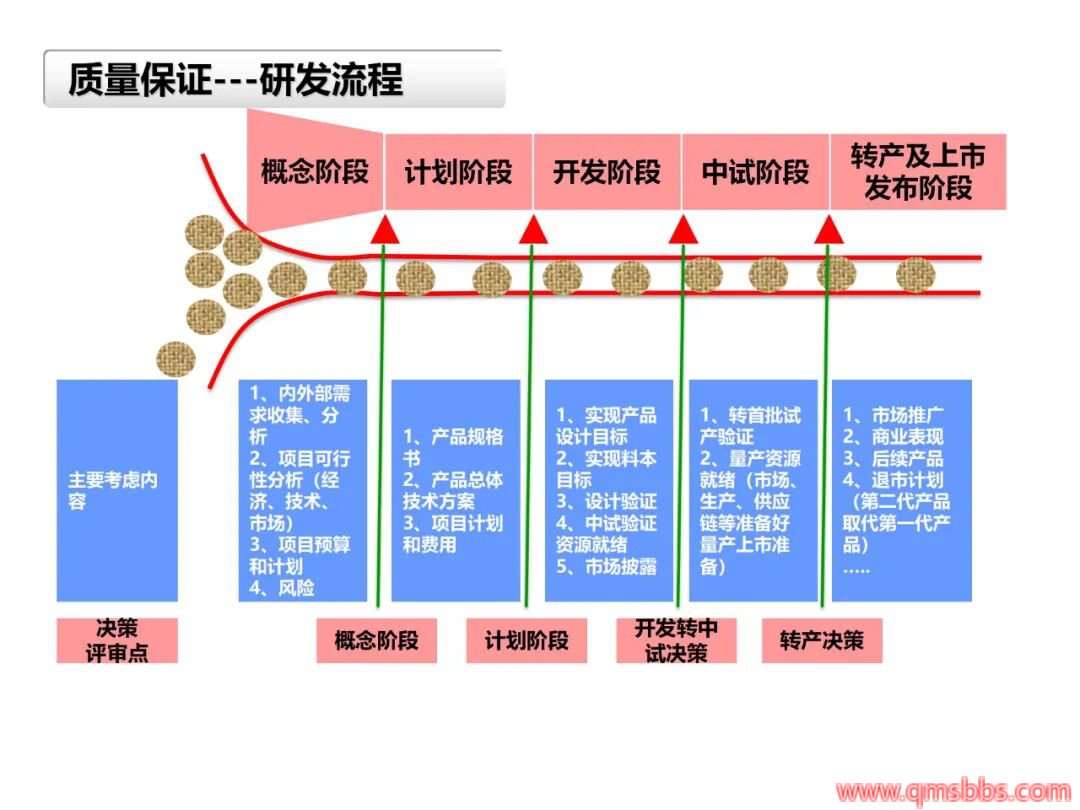
1. 研发流程质量保证
很多质量问题其实是研发时候埋的"雷"。我们质量部必须在研发阶段就"插一脚":
关键点:设计评审时,质量工程师必须到场。不是去走过场,是要拿着DFMEA(设计失效模式分析)表,一个一个问:这个元器件要是坏了,整机还能不能工作?这个结构要是装配错了,工人能不能发现?
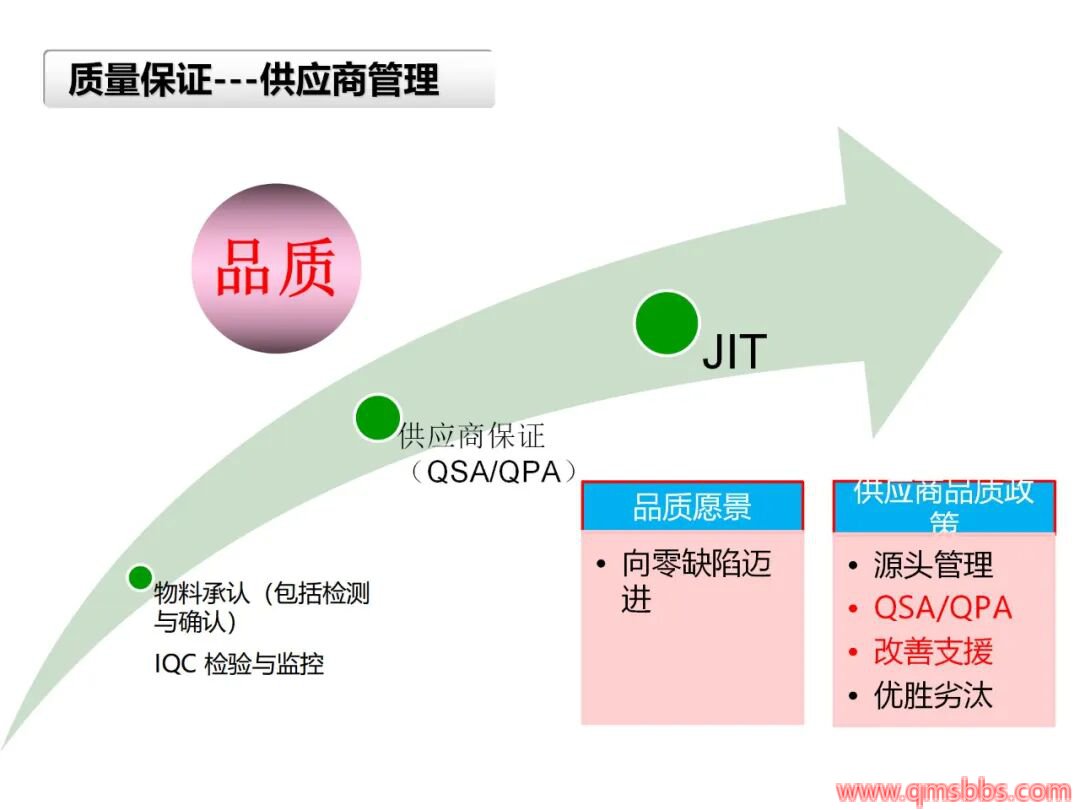
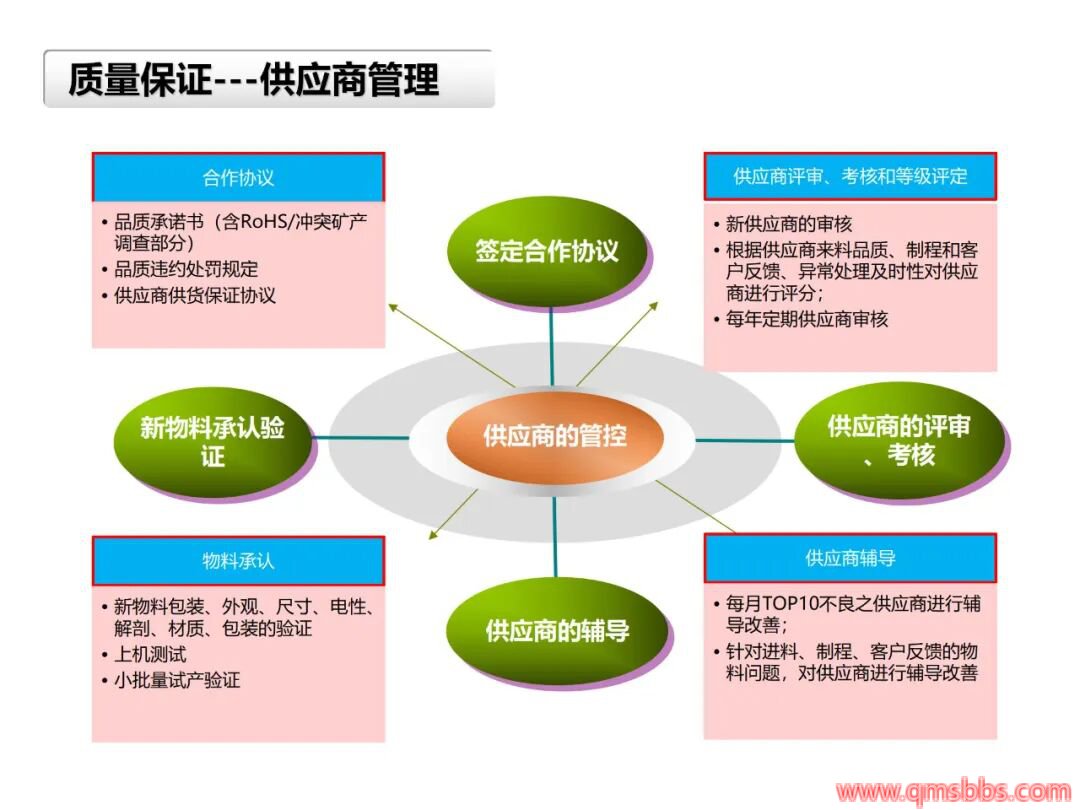
2. 供应商管理实战
供应商不是管死的,是管活的。我们得学会"恩威并施":
[tr][td]管控环节[/td] [td]具体操作[/td] [td]血泪教训[/td] [/tr]
| 新物料承认 | 不能只看 datasheet,必须做 200pcs 小批量试产 | 去年某 MOS 管,datasheet 参数完美,结果上线后 15% 虚焊,查出是引脚镀层工艺问题 | | 供应商评审 | 别只看文件全不全,重点看产线工人操作规不规范 | 某外壳供应商,ISO 文件一套一套的,结果现场发现工人用脚踩产品装箱 | | 月度考核 | IQC 合格率 + 上线不良率 + 响应速度,三个指标权重 4:4:2 | 某 PCB 厂 IQC 合格率达到 99%,但上线后虚焊多,说明检验标准有问题 |
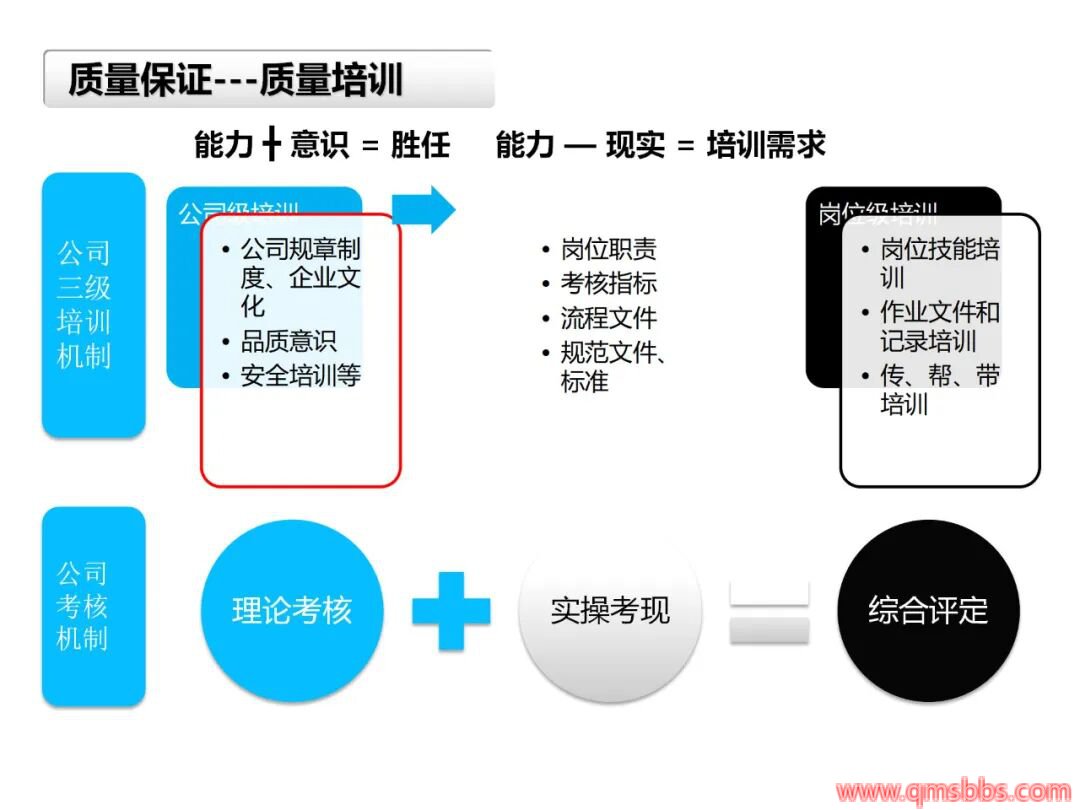
3. 质量培训:别搞形式主义
公式写得好:能力 + 意识 = 胜任。但现实是,很多培训就是念念PPT。我们怎么搞?
举个例子:新员工培训,别光讲标准,把上个月的不良品实物拿出来,让他们找问题。找对了有奖,找不对再讲。这样印象深。
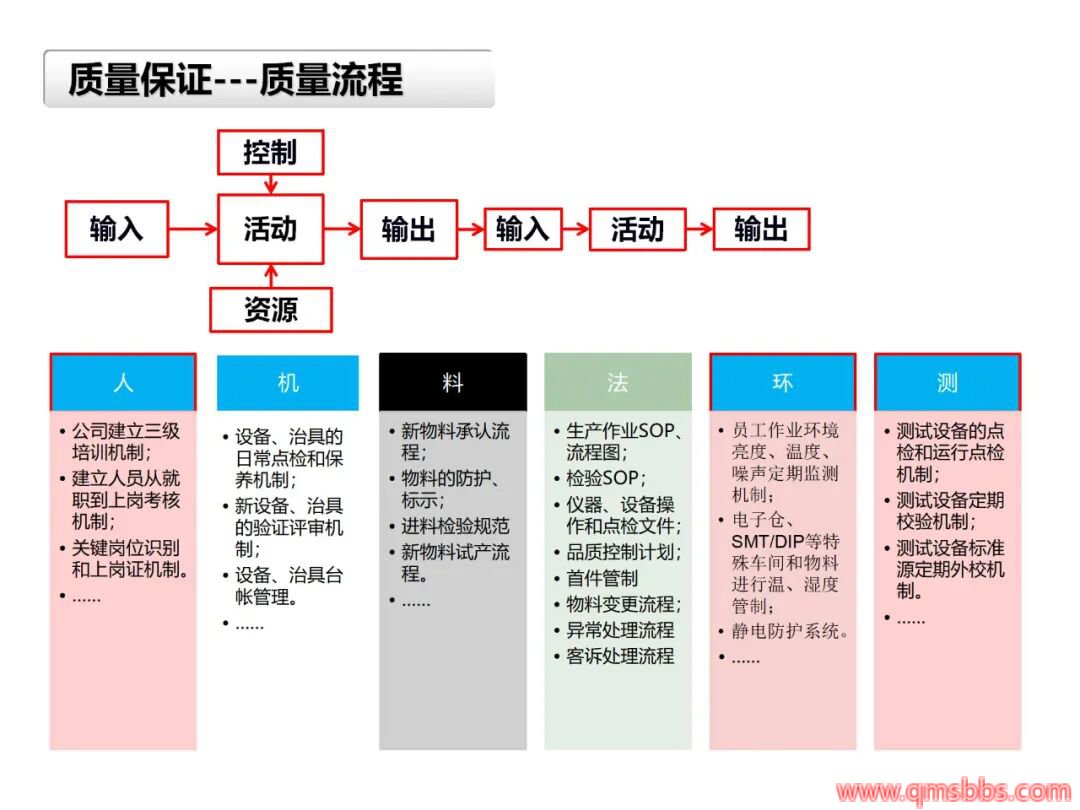
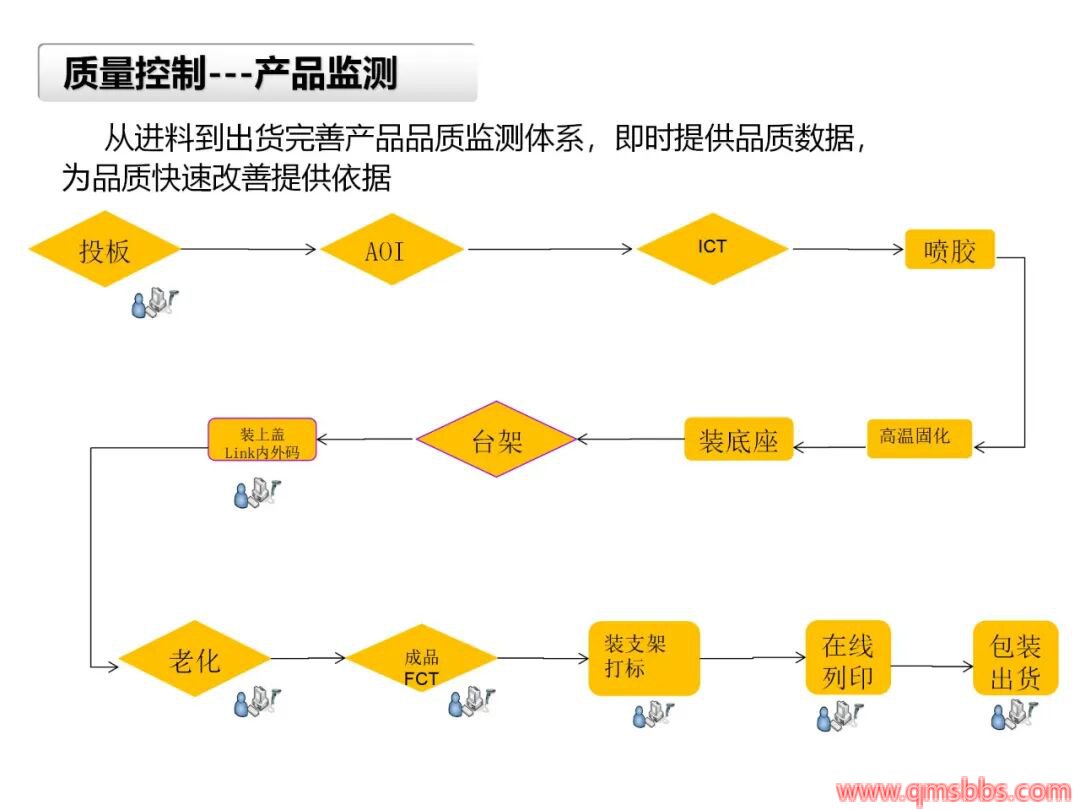
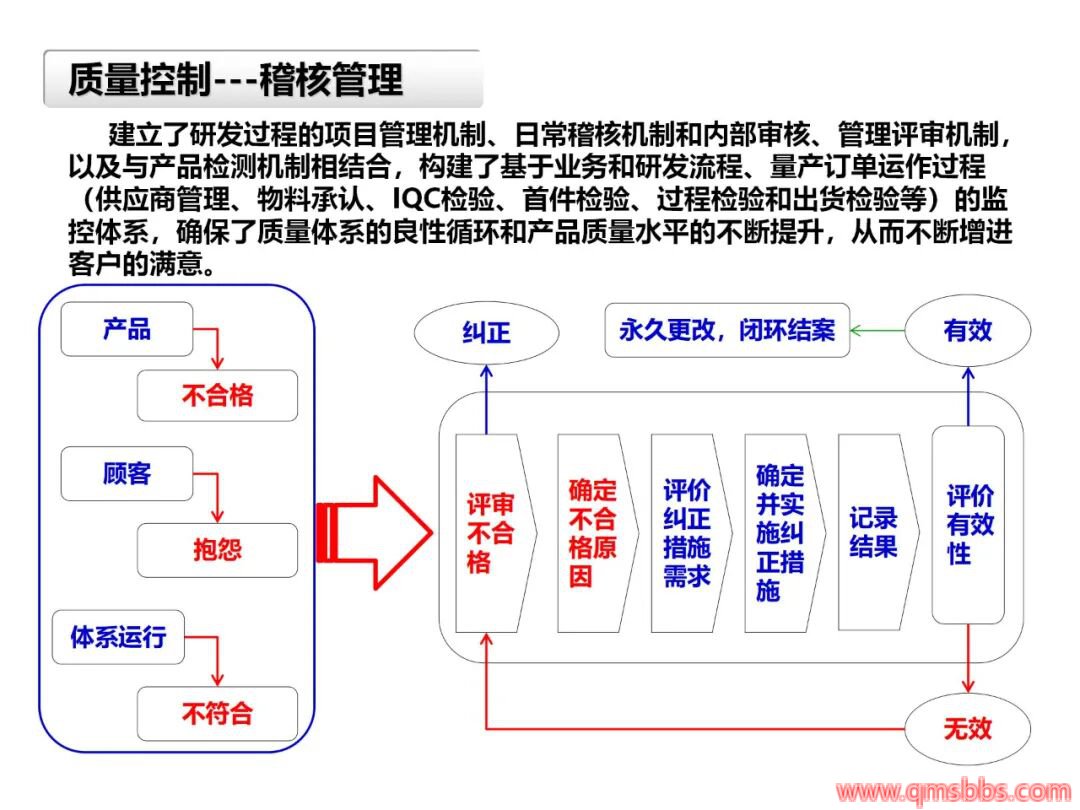
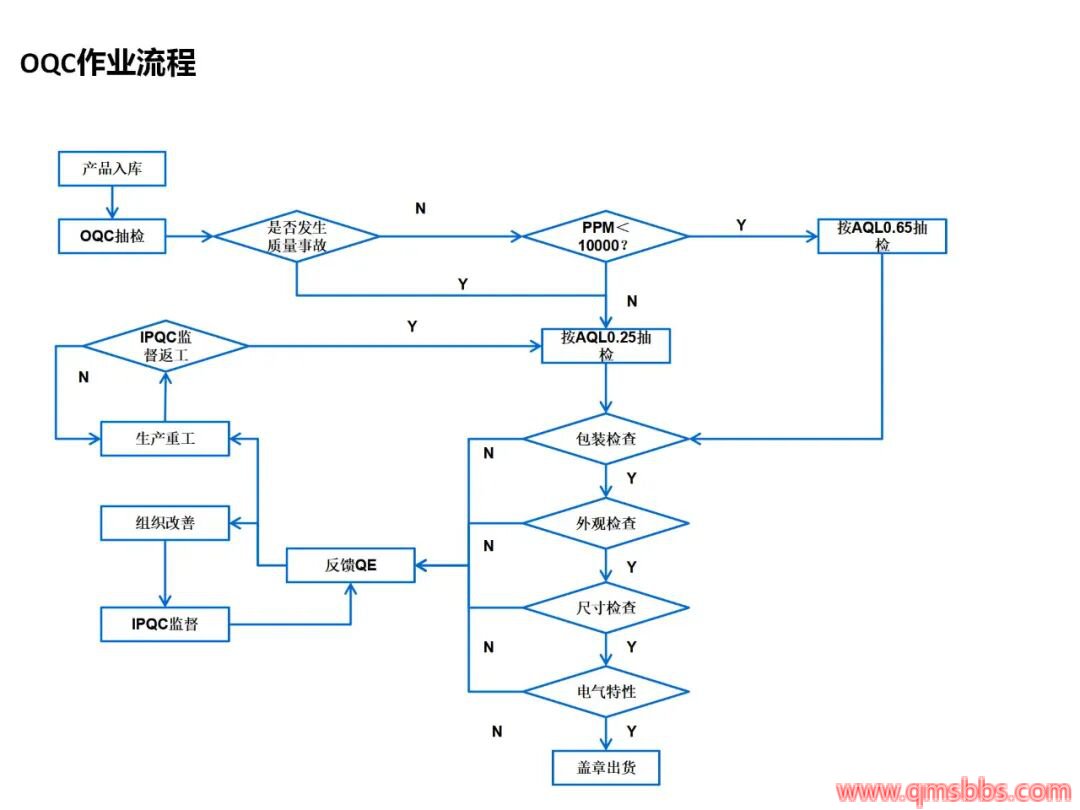
三、质量控制流程:现场管不住,一切等于零
PPT里那张流程图,说白了就是我们车间的"作战地图"。我重点讲讲几个关键节点:
来料 → IQC检验 → 喷胶 → AOI检测 → 高温固化 → 老化 → ICT/FCT测试 → 包装 → OQC检验 → 出货
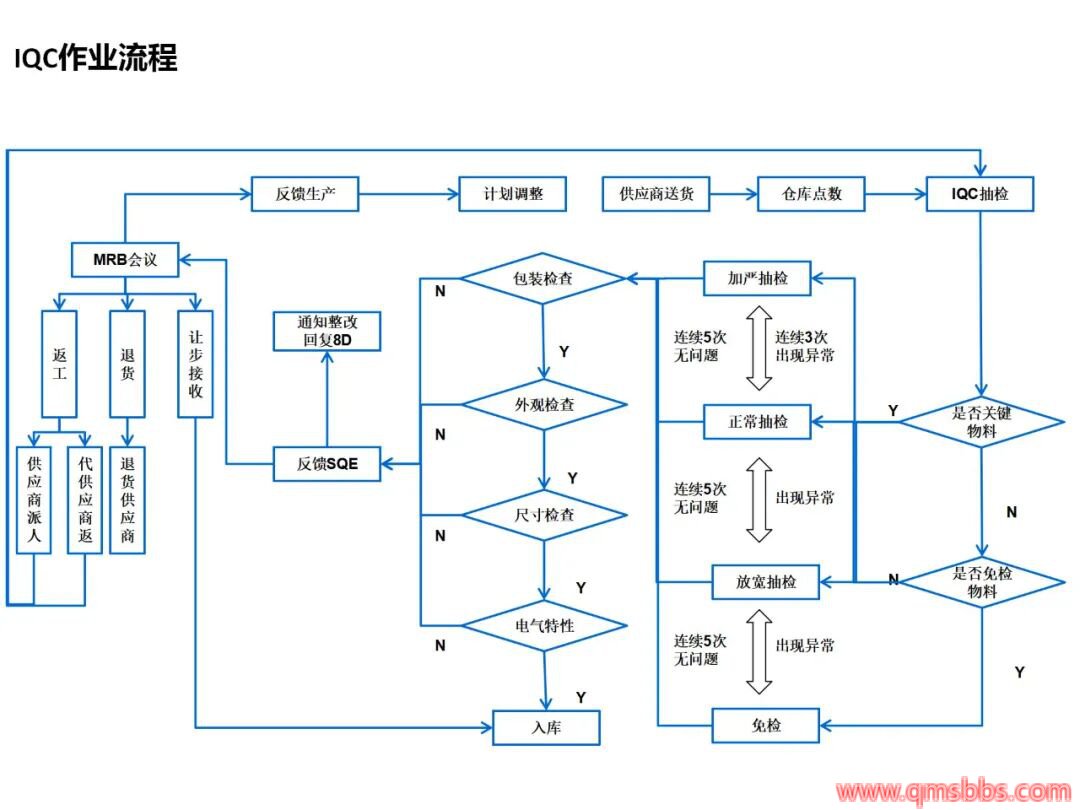
1. IQC来料检验:别把坏蛋放进来
IQC不是检验员,是守门员。记住几个数字:
- 关键元器件(IC、MOS、继电器)必须每批全检外观,抽检性能
- PCB板必须100%目检+20%电测
- 外观件(外壳、支架)必须首件封样+每批比对
记住一个原则:供应商送的东西,合格就快点入库,别耽误生产;不合格就坚决退货,别搞特采。最怕的就是"差不多"思想,今天特采一批,明天供应商就更放肆。
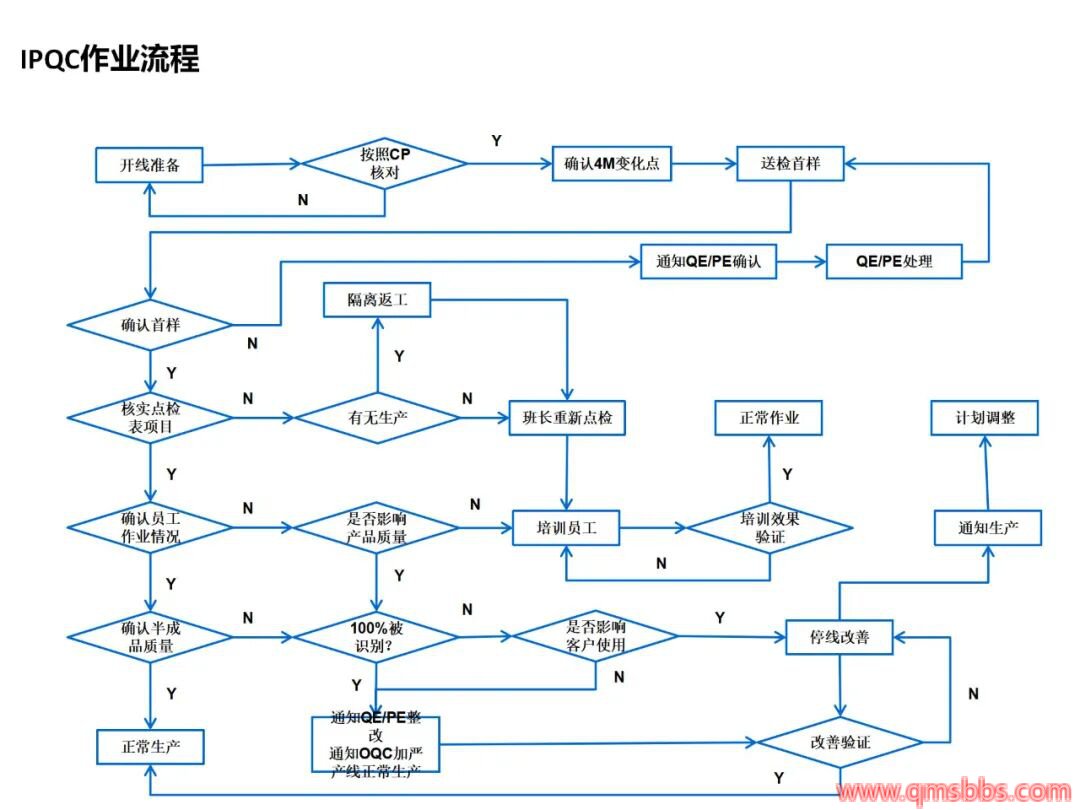
2. IPQC过程巡检:别等做完才发现
IPQC不是在车间里闲逛,是带着标准去找茬的。重点查4M变化点:
[tr][td]4M要素[/td] [td]检查重点[/td] [td]真实案例[/td] [/tr]
| 人(Man) | 新员工、替岗员工操作是否规范 | 去年某线体,替岗员工未按SOP装支架,导致200台产品返工 | | 机(Machine) | 设备参数、夹具是否变更 | 点胶机针头磨损0.1mm,胶量不足,导致100台产品虚焊 | | 料(Material) | 是否用错料、特采料是否标识 | 特采的PCB未隔离,混入良品,导致客户投诉 | | 法(Method) | SOP是否更新、员工是否按标准作业 | SOP更新后未培训,操作工仍按老方法,不良率上升5% |
触发停线的标准必须明确:同一位置3台/2小时,不同位置5台/2小时,功能不良2台/2小时。达到标准必须停,谁拦着都不行!
3. OQC出货检验:最后一道防线
OQC不是走过场,是代表客户最后验货。记住:OQC判退的产品,谁签字放行谁负责。我们规定:
- 每批抽检 50 台,外观 100% 目检
- 功能测试抽 10 台做老化验证(4小时高温+满载)
- 包装必须核对内外码、Link码,错一个就是批量事故
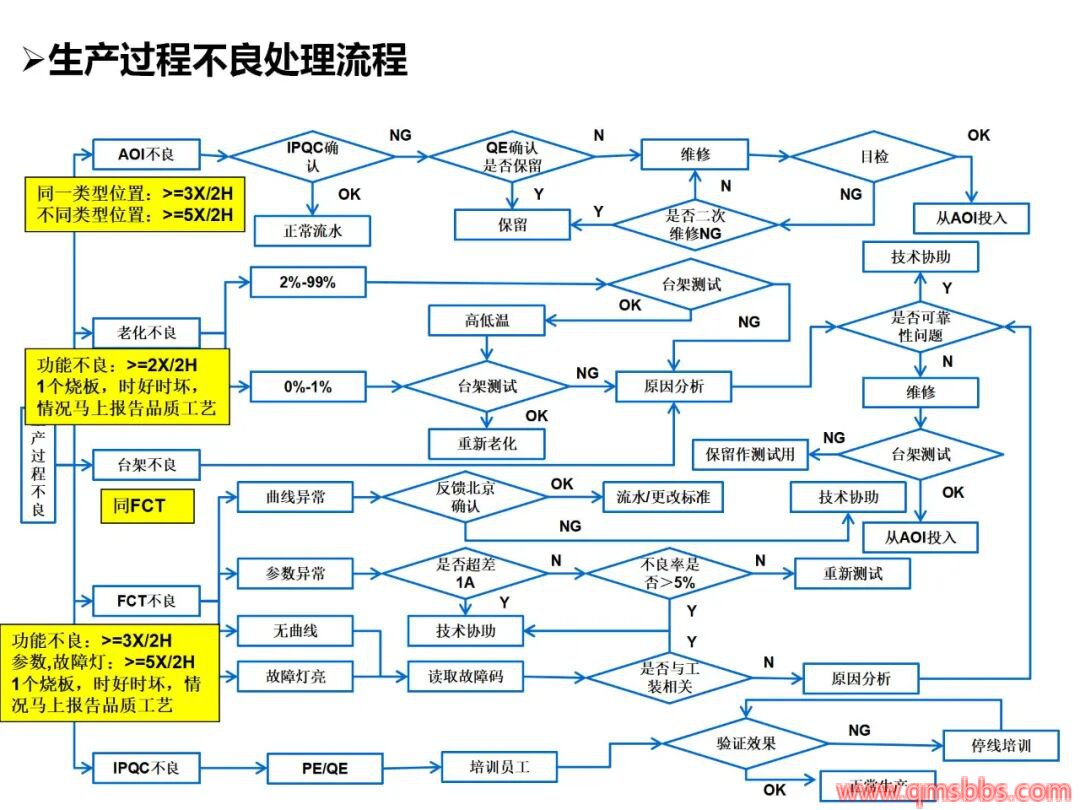
四、持续改进:别让问题再发生
1. 纠正措施流程:把问题搞透
PPT里那张纠正措施流程图,看着复杂,其实就一句话:找到根因再动手,验证有效才闭环。
实战要点:
• 别一上来就骂操作工,先问是不是标准不清楚?设备不给力?来料有问题?
• 验证措施别做样子,要连续追踪3批产品,看不良率是不是真的下来了
• 别搞什么"加强培训",要改成"作业指导书第3步加图片,员工必须签字确认"
2. 8D报告:让客户看到我们的诚意
8D不是写给客户看的作文,是我们内部纠错的作战计划。D3临时措施最关键,必须24小时内让客户看到我们已控制住问题。
[tr][td]8D步骤[/td] [td]实战操作[/td] [td]常见错误[/td] [/tr]
| D1成立团队 | 必须包含生产、工艺、质量、研发,不能只写质量部几个人 | 团队里没有生产,措施无法落实 | | D4根因分析 | 用5Why至少问到第5层,别停留在"员工失误" | 根因是"员工未按SOP",其实SOP本身就不合理 | | D5纠正措施 | 必须具体到"谁、什么时候、做什么" | 措施模糊,如"加强检验" |
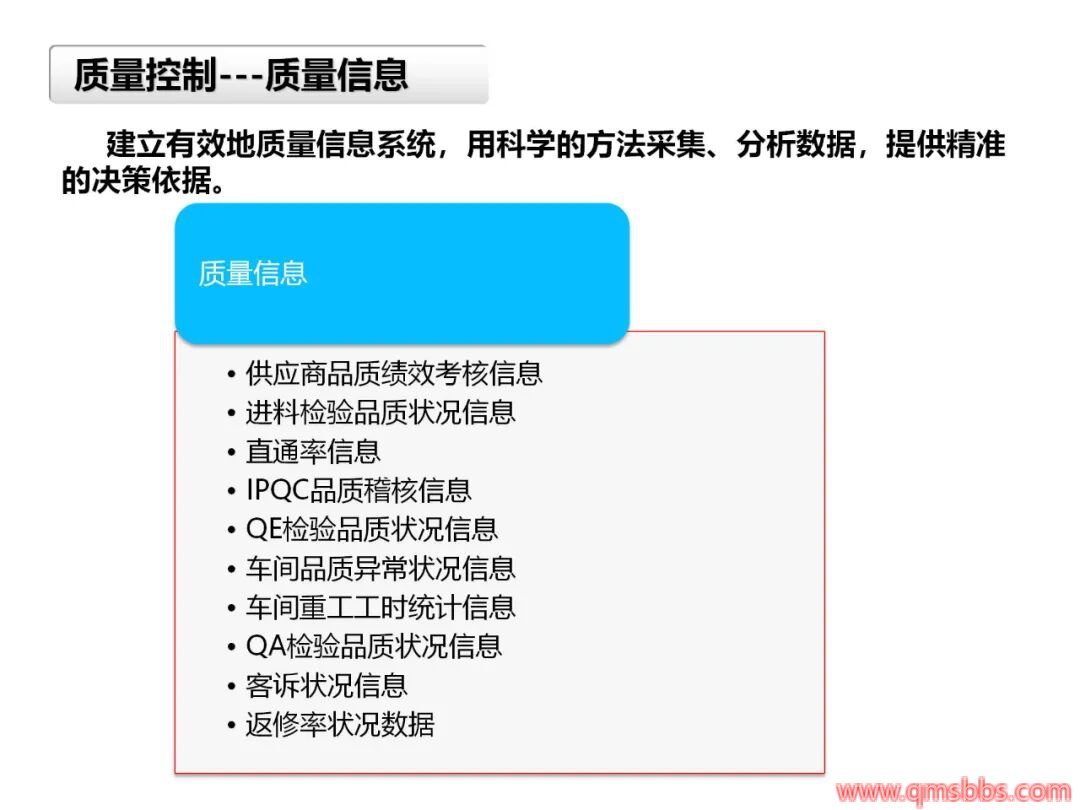
五、质量信息:数据不说谎
PPT里提到"建立有效的质量信息系统",说白了就是让数据说话,让数据驱动改进。我们每周质量例会,必须看这几个数据:
- IQC批次合格率:低于99%的供应商,下周必须到场开会
- 生产线直通率:低于98%的线体,停产分析2小时
- TOP3不良项目:连续两周前三,必须立项改善
- 客户投诉:1起投诉=扣部门绩效2分,没得商量
各位,质量体系这东西,说复杂也复杂,说简单也简单。核心就是三句话:源头要管好、过程要卡住、问题要追到底。文件写得再漂亮,现场执行不到位都是白搭。咱们质量人,要有点"轴"劲儿,该坚持的必须坚持,该得罪人就得得罪。今天讲这些,都是我这十几年踩过的坑,希望对大家有用。
总结:质量人必须记住的十条铁律
- 别相信"差不多",质量的世界里只有0和100
- 发现问题别捂,越早暴露成本越小
- 标准必须量化,"外观良好"等于没标准
- 培训必须有考核,不然就是走过场
- 特采必须签字,谁签字谁负责到底
- 停线必须果断,犹豫10分钟,返工10小时
- 根因必须深挖,停留在表面的纠正毫无意义
- 数据必须真实,造假的后果比不良本身更严重
- 客户投诉必须24小时响应,态度比技术更重要
- 持续改进必须奖励,让改善成为习惯
制造业全流程品质管控体系实战讲解

|
版权声明:本帖由 admin 发表于 2025-12-28 20:17,原文链接:https://www.qmsbbs.com/forum.php?mod=viewthread&tid=175
|

 渝公网安备 50011302222588号
论坛广告联系邮箱:cqhcg999#gmail.com 请把#改为@
渝公网安备 50011302222588号
论坛广告联系邮箱:cqhcg999#gmail.com 请把#改为@



 发表于 2025-12-28 20:17:03
发表于 2025-12-28 20:17:03